I’m back building again. So far I’ve carved a scroll and tack glued the fingerboard to it. The ribs have been bent and glued to the blocks and the linings installed. The top and back have been joined.
The next step is to flatten the surface of the top and back where they fit to the ribs, trace the outline and cut the top and back out to the line. Then comes the arching using gouges, round bottom planes, scrapers and even a Bosch high speed grinder.
7. Arching the Top and Back

This is the back that I’m going to match to the rib assembly.

I note where the ribs touch and mark those spots with a pencil.

Then use a long plane to remove all the pencil marks.

With strong figured maple, you need to cut cross wise.
I finish up with a smaller plane,

then use a scraper to clean things up. This last picture is of the inside top.
I take an awl and scratch around where the blocks are to better locate them when I glue the top and back.

Then I take a washer of the correct thickness and trace around the ribs onto the top and back. They are clamped to the ribs when I do this.

It’s a good idea to trace around the insides at this time.
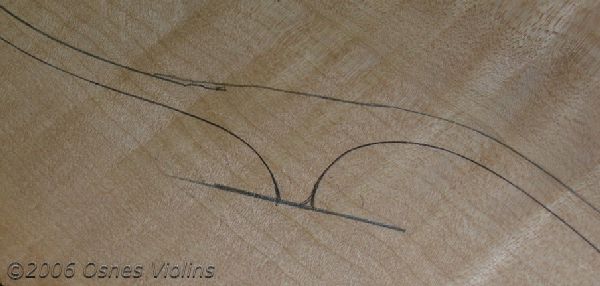
You can outline the corners to your own taste or get a template from a known instrument and trace them. I draw them freehand. The back corners I like to have long and elegant. The corners of the top, if left that way, would be too easy to knock off with a bow, so I leave them a little truncated.

Then I go to my trusty bandsaw and start cutting.

Don’t forget the tongue on the back. I’ve heard of maker’s actually sawing the thing off!!

The inside bouts are a bit of a fiddle. I have a 14” bandsaw and can’t get all of it. I cut it off later with a jeweler’s saw.
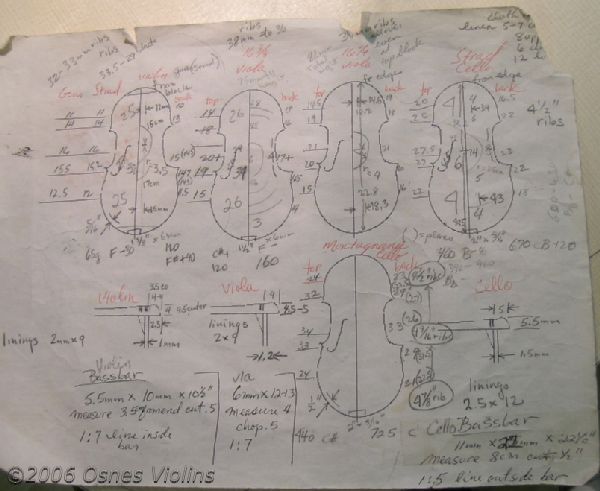
This is a worksheet with most of my thicknesses written in. Most measurements are in millimeters.

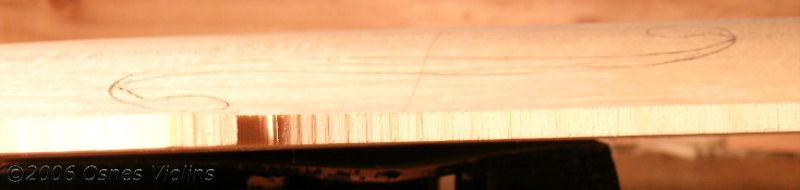
With a divider, I mark about 6 mm from the flat so I know where to cut.

Here’s where things start getting scary. This is my jointer with all the guides removed. I run the top and back through and get my maximum thickness. Actually, I leave it 0.5 mm full.


I shoot the back through at about 0.5 to 1 mm depth of cut and bring the outside edge to my line.

I do the same with the ends.

Here’s what the back looks like after it’s session with the planer.

Not for the faint of heart...

This back is going to be difficult to work because of the figure and it’s density, so I’m doing a little grinding to start off the job. I’ll show this tool in more detail later. I will hog out the insides with it. At this stage, I’m just cutting close to the line I drew earlier.

This is as far as I go at this point, The top is easy to cut, so I don’t bother with the grinder.

This is the setup for the next operation. There is a backstop and the work is clamped to the bench.

Some of the tools for arching.

I use the big gouge a lot for working the top.

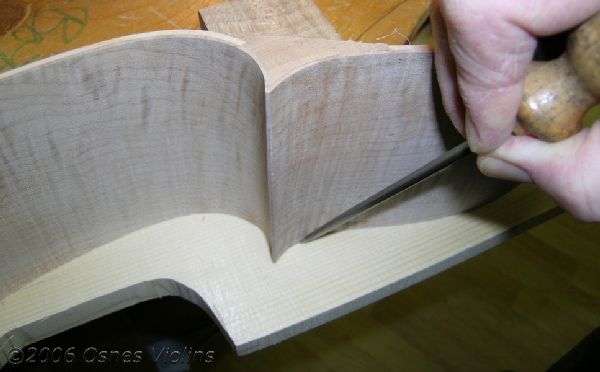
Smaller gouges for tighter radiuses. Also note that I’m cutting the other direction. Spruce is pretty predictable in which way it will cut. With flamed maple the direction you can carve changes dramatically.
I’ve marked thickness with pencil on the outside.

I get it roughed out , then go to the planes. I modified this Rosewood plane from a flat bottom to a curved bottom. It is my main roughing plane.


Shadows help a lot when carving in three dimensions. I roll the work in the light a lot to see different angles.

I have a set of templates that I work with. Am just roughing out at this time.

This is ready for the next phase. I’ve used about every small plane in my box.

The back is next. This is a lot of work. The maple is so hard and the best direction to cut is cross grain most of the time.

Sometimes resort to the use of a hammer.

Still go back to my big gouge now and then.

Most of the back is cut with the small planes going all sorts of directions. The faint pencil markings show how the direction of cut can change instantly. The circled area will cut clean towards the camera.

The longitudinal arch of the back is a graceful curve that I check with a straight edge and by eye as I’m carving. I don’t want any flat spots on the back. The top is a different story. I mark the high spots with a pencil and then cut them down.
My camera battery ran low before I got the toothed plane out. Tomorrow I’ll try and get shots of that in action.
Thursday... the camera is working again.

I have two toothed planes. They are both small. I make sure I have gloves on when I use them. The heat that is generated has given me blisters in the past.

This is the maple back. I’ve penciled high spots to cut down later. Note the arrow. It denotes direction of cut.
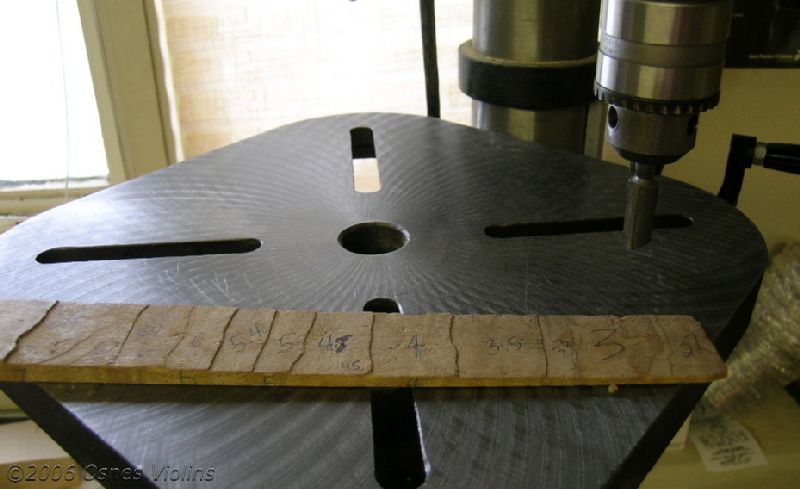
The next step is to cut the edges to thickness. I use a router bit in my drill press with the speed setting cranked to high. The wooden stick is useful for thickness settings.

I trim the button area extra thick for strength... about 7 mm. Then I go around both top and back progressively reducing the depth of cut to 5.5 mm except in the button area.


I step the tongue to gradually increase the thickness so it’s not so obvious. This is a high stress area and is what actually holds the neck to the body.

I next use a #8 gouge and go around leaving a channel about 3 mm from the edge and about 1 mm deep.

Here’s another angle.

This back is particularly nasty in that it chips with almost any tool you try to cut it with. Here, I’m resorting to various rasps to remove flat spots and have a gradual curve to the back. Note the penciled arrows.
In the next few pictures I’m taking a break and working on the spruce top.

Rather than a gradual curve, I try for flat spots all around the lower and upper bouts.

Here’s another shot.

Also, I have a flat area between the bridge and the end of where the fingerboard would lie.

Another flat spot.

Here is where the f-holes lie. I like to have them flat to the arch... meaning that the lower part shouldn’t be too high. My thoughts on arching the top are predicated on this idea. Examination of a few Stradivarius celli has reinforced the concept.
Here’s a second picture.

The top is now done and is ready for the next step which is to level all the tool marks with a scraper.

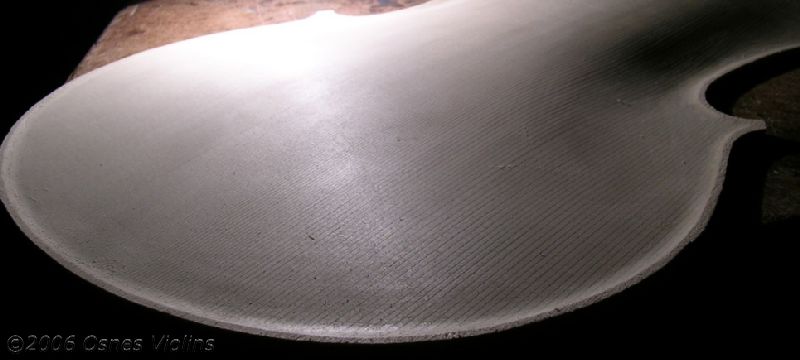
Here’s a shot of the back with it’s gradual curving arch.

The back is now ready for the scraper.

Which may happen tomorrow after I’ve rehaired a couple of bows.
Saturday...
A couple of bows turned into four with complications. That took me all day. So I’m back at my arching today.
The next step is to scrape all the tool marks off the surfaces and smooth all the imperfections. Indirect light is important at this point and having clean tools. I put a fresh burnished edge on all my scrapers and start.

I have two main scrapers for this job, a flat and a curved scraper. Bothg are five inches long. This is the back I’m working. I will pull the scraper for convex curves and push for concave. Only one side of the scraper is sharpened.

Some areas need to be approached at a 45 degree angle. Most of my initial cutting is at these odd angles. Later, I will pull the scraper with the grain to remove most of the scratch marks.

Here is the other scraper.which I use closer to the edges.

I have two small scraper which I use for the edges.

After rough scraping of the back, I sharpen the straight scraper. I don’t use a 90 degree angle. It’s a couple of degrees off. Spruce cuts better this way.

After filing, I take it to the water stone and put a clean edge on both the flat...

and the cutting surface.

I do the same with one of the small scrapers. At this time, I do not burnish the edge. I want a sharp, clean edge for a finish surface. The spruce is soft enough that I can do the whole top without dulling the edge and later, finish cleaning up the back.

Scraping the top.

With the straight blade, I can get to the bottom of all these gouge marks.

With this tool, I can clean up the edges. I later go around the whole surface and comb out the spruce with this scraper, removing high spots and cleaning up the surface.
The finished top.

The back after cleaning up.
This concludes the outside arching.
The next step is to carve inside the top and back, cut the f-holes and glue in a bass bar. I’ll call this “graduating the plates”.
After that comes assembly, then purfling and edging. Finally, gluing the neck in.
Lastly, varnish.
Home
8.Graduating the Plates